В ноябре сего года удалось посетить с рабочим визитом (см. «лейка» и блокнот») город Чусовой (Пермский край) и его градообразующее предприятие: АО «Чусовской металлургический завод». ЧМЗ — одно из старейших на Урале предприятий чёрной металлургии. Завод был основан в 1879 году Франко-Русским уральским акционерным обществом, созданным князем Голицыным и французом Ш. Барруеном. Заложенный по французскому проекту, завод долгое время был самым современным металлургическим предприятием Урала. В 1930 году советским правительством было принято решение о специализации завода по выпуску качественных сталей и проката с производством в перспективе рессорной полосы для развивающейся отечественной автотракторной промышленности.
Именно рессорное производство, самое молодое на ЧМЗ, стало предметом моего изучения: производство рессор завод начал в 1973 году, по решению Совета Министров Союза СССР в Чусовом был построен самый крупный в Европе авторессорный цех. Сегодня рессорное производство на ЧМЗ изготавливает листовые рессоры и рычаги пневмоподвесок для автомобилей. Продукция рессорного цеха — около 1000 видов рессор, листов и товарной заготовки. Производство состоит из трёх основных участков: кузнечно-прессовый участок — выполнение заготовительных операций; термосборочный участок — термическая обработка и сборка рессор; участок окраски — окраска рессорной продукции, складирование, отгрузка потребителю.
Сейчас ЧМЗ вместе со всей страной переживает не лучшие времена, кризис. С 2009 года по IV квартал 2014 года ЧМЗ был структурно убыточным предприятием, но сегодня рессорное и феррованадиевое производства ЧМЗ успешно работают, обеспечивая почти всю автомобильную промышленность России чусовской рессорой. С ростом курса доллара отечественные потребители всё сильнее и сильнее начали разворачиваться в сторону более доступной по цене отечественной же продукции, в случае же именно с ЧМЗ — уместно говорить о продукции с сопоставимым качеством.
Вообще же, на ЧМЗ производят рессоры и рычаги пневмоподвесок к автобусам ЛАЗ, ЛиАЗ, ПАЗ, троллейбусам, к автомобилям ГАЗ, ЗиЛ, КамАЗ, КрАЗ, МАЗ, «Москвич», УАЗ, «Урал», к прицепам и полуприцепам. Речь идёт о поставках на сборочные конвейеры отечественных машин и иномарок в России и, конечно, на вторичный рынок автозапчастей. Чусовской рессорой комплектуются автомобили как отечественного, так и зарубежного производства, например работающие в России иностранные грузовики.
Интересный факт: именно на чусовских рессорах российские автогонщики, выступающие на спортивных КамАЗах в ралли «Париж-Дакар» и «Париж-Москва-Пекин», добились успеха. Надо отметить, что в тех машинах, что выходят на старт пробега, немало иностранных составляющих, не имеющих ничего общего со стандартной комплектацией «исходного» автомобиля. Это и коробка передач и раздаточная коробка, мосты, насос гидроусилителя руля, сцепление. А вот двигатель, рама и чусовские малолистовые параболические рессоры — отечественные.
В 2014 году на ЧМЗ освоены более 40 типов новой рессорной продукции, в том числе и ипортозамещающей. В 2011 году на Всероссийском конкурсе программы «100 лучших товаров России 2011» параболическая малолистовая рессора с одним и двумя витыми ушками к прицепам разных типов стала лауреатом и получила соответствующие дипломы.
О том, как именно производится рессорная продукция, рассказал ведущий специалист рессорного производства и председатель цехового комитета профсоюза Владимир Протасюк. На завод Владимир пришёл после армии. Отслужив, перебрался в Чусовой из Красновишерска (север Пермского края). В 1995 году начал работать вооружённой охране ЧМЗ, через 5 лет, в 2000 году, перешёл на производство, в рессорный цех. Одновременно поступил на заочную учёбу в Уральский государственный технический университет (ныне Уральский федеральный университет имени первого Президента России Б.Н. Ельцина), успешно проучился 6 лет и со временем вырос из кузнеца-штамповщика в мастера производственного участка.


Рессора начинается, разумеется с металла. В основном, для производства рессор используются три марки сталей: хромистая или хромованадиевая сталь, кремнистая легированная сталь и запатентованная марка стали собственной разработки 62ПП (пониженной прокаливаемости) для производства как раз деталей большегрузных машин. Последняя сталь проходит закалку в воде, а не в масле как это принято повсеместно, и этот уникальный метод закалки был впервые внедрён как раз на ОАО «ЧМЗ». Продукция из стали 62ПП отгружается, например, для сборки грузовых автомобилей «Урал» и «КамАЗ».
Исторический факт: самой первой рессорой, появившейся здесь, стала в 1973 году рессора для советского грузового автомобиля ЗиЛ-131.
Гарантийный срок эксплуатации рессоры считается по количеству рабочих циклов срабатывания. 60-80 тысяч циклов срабатывания — это солидный запас по прочности рессоры для автомобиля, эксплуатирующегося довольно интенсивно, например — для армейского «КамАЗа». Кстати, отечественные автопроизводители неуклонно наращивают качество своей продукции, стремясь вытеснить с рынка импортные грузовики, при этом выставляя соответствующие требования и к рессорам ЧМЗ: увеличение гарантийного пробега автомобилей УАЗ и КамАЗ необходимо подкрепить и гарантией на рессоры — до 250 тысяч километров. Это стало вполне возможным после перехода с собственной стали, изготовленной на ЧМЗ, на покупную заготовку, обеспечивающую лучшее качество рессорной полосы.
Для понимания: около 70% всех поломок автомашин в СССР приходилось на рессоры. За период службы автомобиля до капитального ремонта их приходилось менять по 4 раза. Применительно к грузовику ЗиЛ-130 это означало, что в лом уходили 800 кг дорогостоящей высоколегированной и сложно обработанной стали.


В начале рессорную полосу подвергают раскрою на рубочном участке. Здесь полоса рубится на листы заданной длины. Мужчины на этом участке работы задерживаются ненадолго, в основном, на рубке трудятся женщины. «Сильный пол» не выдерживает монотонности ручной поштучной подачи, у женщин постоянная повторяемость действий получается лучше. Кстати, на производстве в ЦАР (цех авторессор) женщин занято достаточно для проведения традиционного мартовского конкурса «Мисс ЦАРевна». Всего же в рессорном производстве ЧМЗ сегодня занято более 600 человек. Средняя заработная плата на предприятии за последние 10 месяцев составила 28.412 рублей.
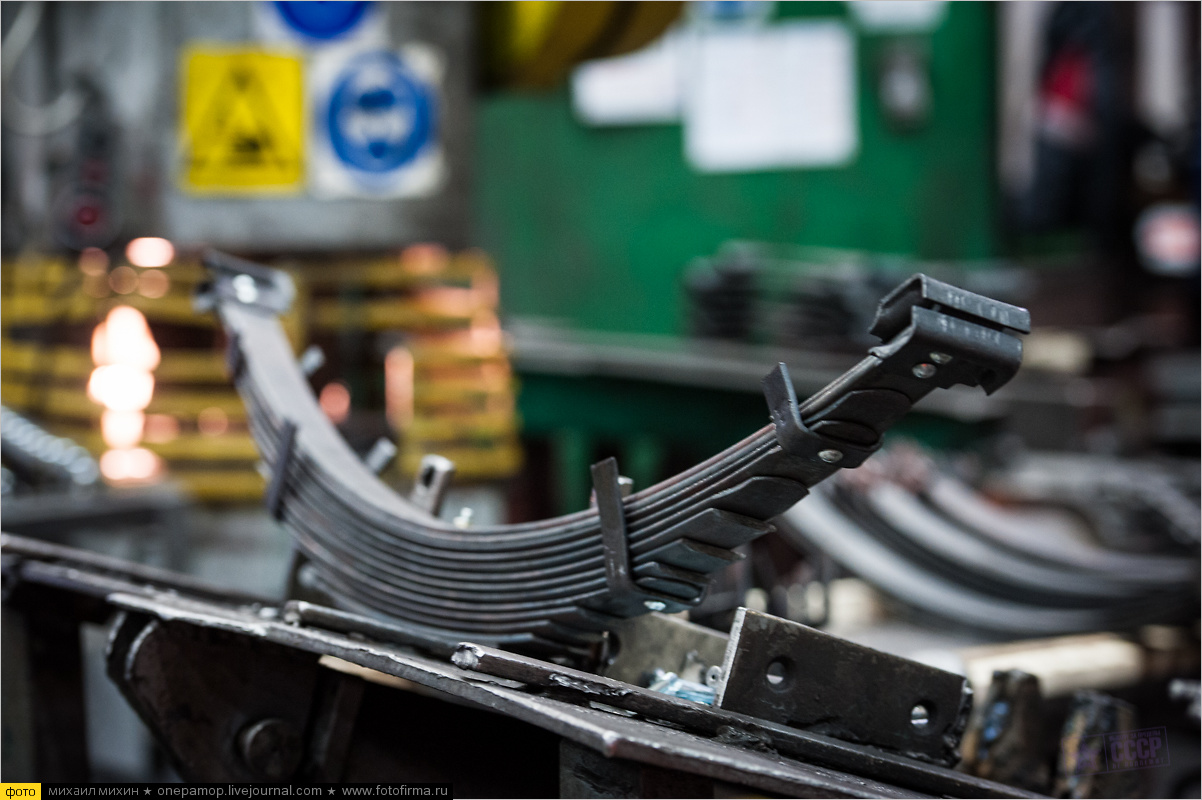
После рубки уже нарезанные по длине заготовки рессорных листов отправляются на доделочные операции к кузнецам-штамповщикам: прошивка (в зависимости от толщины металла бывает «холодная» — для листа толщиной до 12 миллиметров или «горячая» — для более толстого металла ), зенковка отверстий, гибка концов, формовка фиксирующих выступов и фасок, завивка ушков.
Помимо основных операций, к производству рессор привлекаются и рабочие вспомогательных участков. Они изготавливают необходимую метизную продукцию, «чашки» для рессор, накладки, прокладки, хомуты.


Как только все доделочные операции позади — заготовка рессоры готова к отгрузке на участок термической обработки, к печам. Отходы, точнее обрубки рессорной полосы собираются для дальнейшей отгрузки на переплавку. Раньше обрубки переплавлялись в собственном копровом цехе, сейчас продаются как металлолом.




Сегодня на предприятии работают три стана, произведённых в Германии, выполняющих операции по прокатке рессорной заготовки. На стане оттяжки заготовка прокатывается и оттягивается с двух сторон. Выпуск таких «оттянутых» параболических малолистовых рессор (состоящих, например, из 2-3-х листов) — довольно продвинутая технология. Обычная рессора состоит из 10-20 полос стали, малолистовая — из 2-6. Помимо того, что малолистовая рессора имеет на 5-25% меньший вес, срок её службы обычно больше по сравнению с обычной. Суть технологии — в минимизации количества листов в рессоре до двух-трёх без сокращения надёжности и срока эксплуатации изделия.
Поскольку вес малолистовых рессор меньше обычных, количество расходуемого металла сокращается, а отпускная цена растёт. Получается, что выпуск таких технологичных рессор в той или иной степени выгоден и производителю и покупателю. Тенденция к замене многолистовой рессоры малолистовой уже отчётливо заметна, автопроизводители массово переходят к использованию более современных рессор.


Большой плюс в использовании немецких станов — сокращение доли ручного труда в производстве. Помимо того, работа на стане автоматизирована, чтобы свести к минимуму возможное негативное влияние «человеческого фактора» на качество финальной продукции. Автоматика тщательно следит за соблюдением всех необходимых при производстве параметров, а в случае каких-то сбоев и неполадок — просто останавливает работу стана. Второй ощутимый плюс — значительное уменьшение шума при работе за счёт использования гидравлических прессов. Особенно по сравнению с рубочными и доделочными участками, где применяются механические прессы.
Дальше заготовки, уже завитые и вырубленные, отправляются на участок термообработки. В закалочной печи заготовка нагревается, в зависимости от конкретной партии, до температуры 800-900 градусов Цельсия. Линия нагрева и завивки ушков рессорных листов производства немецкой компания «HDV Kuczpiol GmbH» введена в эксплуатацию на ЧМЗ в 2007 году.


Пришло время придать заготовке требуемые точные размеры и геометрическую форму. Разогретая до необходимой температуры заготовка готовится к отправке в гибозакалочный барабан. После всего перечисленного уже наполовину готовые рессоры отправляются на отпускную линию. Рессору подхватывают клещами, ставят на ребро и снова отправляют в печь, но уже не столь горячую, как при закалке. Металл необходимо «отпустить», снизив тем самым его хрупкость и придав некоторую эластичность.


Отпущенный металл рессоры из печи попадает в душирующие камеры, где рессоры обильно омываются и охлаждаются водой. Нарубленные, закалённые, отпущенные и начисто обмытые рессорный листы ожидают в дробомётной камере. Направленная струя разогнанной стальной дроби проходит по всей площади рессоры или же по вогнутой части рессорного листа и позволяет достичь существенного упрочнения поверхностного слоя металла.


Используемая в производственных процессах вода поступает на очистку, а затем отправляется в очередной производственный цикл. Оборотное водоснабжение и очистка промышленной воды собственными силами оказалась для предприятия экономически выгодными. Экологически тоже.




Участок раскладки рессорных листов, сортировки и сборки. Здесь рессору готовят к финальным операциям: приклёпке накладок и «чашек», вставлению втулок. Такая многолистовая рессора весит около 20 кг. А одна из самых тяжёлых рессор, производимых на ЧМЗ, весит больше 360кг и предназначается для прицепной техники.
На сборочном стенде слесарь механосборочных работ собирает рессору из отдельных листов. После сборки рессоре предстоит пройти обязательное испытание на осадку: на рессору подаётся нагрузка, она срабатывает, т.е. выгибается до почти плоскости и штатно возвращается в исходное состояние. Такой операции подвергается каждая рессора, предназначенная для последующей комплектации легкового автомобиля и несколько штук из каждой партии, произведённой для крупнотоннажных грузовых автомобилей. Очень тщательно контролируются рабочие параметры всех малолистовых рессор. Немецкое испытательное оборудование для определения упругой характеристики рессор и их долговечности введено на ЧМЗ в эксплуатацию в 2010 году. Результаты испытаний тщательно проверяются и фиксируются в протоколах, передаваемых покупателю каждой партии.
Собранная и испытанная рессора поступает на участок окраски. Устаревшая на сегодняшний день, неэкономичная технология окраски заключается в сборке рессор в пакеты по несколько десятков штук в каждом и в дальнейшем окунании собранного пакета в краску с последующей осушкой и отгрузкой потребителю.
Новая технология окраски — катафорез. Это промышленный конвейерный способ защиты стальных конструкций от коррозии в электролитической ванне. На чистую поверхность металла после промывки и грунтовки, при помощи специального раствора и электричества наносится надёжная защитная плёнка, принимающая на себя все вредные воздействия окружающей среды. Кроме того, внешний вид такой рессоры значительно отличается от окрашенных методом окунания изделий, а наплывы и сколы краски в данном случае просто исключены. Отличие от предыдущего метода: необходимо полистовое окрашивание рессоры, т.е. после катафореза отдельные листы рессор предстоит ещё собрать до полной готовности на сборочном участке.
Стенды с образцами рессор, произведённых на ЧМЗ для отечественных и зарубежных автомобилей. Кроме крупных партий рессор, на ЧМЗ выпускаются и небольшие партии, рассчитанные на немассового, мелкосерийного заказчика со своими специфическими требованиями. При необходимости цех способен выпускать до 10 тысяч тонн готовой продукции ежемесячно.
Серьёзное падение рынка рессор в стране особенно заметным стало в самом начале 2015 года. Второй квартал тоже оказался очень сложным. Все предприятия машиностроения ожидали так и не случившегося восстановления рынка. Обстоятельства наложили серьёзные ограничения на реализацию инвестиционных проектов, а особенно тяжело пришлось предприятиям, не избалованным государственной поддержкой. Среди других серьёзно пострадавших отраслей оказалось и машиностроение, например, у Чусовского завода производство за 2015 год упало на 25%.
Перспективы же рессорного производства в Чусовом таковы: сокращение доли ручного труда и плановая замена промышленного оборудования, способная обеспечить новый уровень производительности труда и улучшение условий труда работников цеха. В ближайшем будущем ожидается внедрение полностью автоматической термической линии с манипуляторами загрузки. Линия позволит нарастить производство заготовок, расширить номенклатурную базу и свести к минимуму отклонения по радиусу и кривизне изделий, улучшив качественные показатели чусовской продукции.
На местном, заводском уровне уже ведутся работы по оптимизации производственного процесса и сокращению времени производства: весь производственный поток выстраивается по конвейерной схеме, исключая перемещение полуфабрикатов от участка к участку автопогрузчиками и промышленными кранами, одновременно исключая опасность для работников цеха. Технологии меняются и в смысле уменьшения количества листов в рессорах, малолистовые рессоры неуклонно вытесняют с рынка традиционные многолистовые.
Что касается экономических перспектив: руководство ЧМЗ полагает, что «дно кризиса» уже позади и предприятие, как многие надеются, находится на пороге роста. Для города Чусового это исключительно важное предположение, практически всё тут завязано на ЧМЗ: от личного трудоустройства множества (а то и большинства) горожан до общего благополучия.
Об этом тоже расскажу. В следующей части.
Репортаж с ЧМЗ целиком, со всеми фотографиями
 Новости
Новости